Vacuum Infusion στην κατασκευή σκάφους.
Η μέθοδος vacuum infusion ακούγεται όλο και περισσότερο στην κατασκευή σκαφών. Με αυτή την επαναστατική μέθοδο, ο κατασκευαστής καταφέρνει να παράγει ελαφρύτερα σκάφη, με λεπτότερο πολυεστέρα αλλά ταυτόχρονα και μεγαλύτερης αντοχής.

Ας δούμε όμως με λεπτομέρεια, πως αυτό επιτυγχάνεται. Σε γενικές γραμμές, με τη μέθοδο vacuum infusion, καταφέρνουμε να χρησιμοποιήσουμε λιγότερες στρώσεις πολυεστέρα, λιγότερη ρητίνη γιατί η περιττή αποβάλλεται και ταυτόχρονα, δεν μένουν φυσαλίδες αέρα ανάμεσα στα φύλλα του πολυεστέρα.
Στη συνέχεια θα δούμε βήμα προς βήμα πως κατασκευάζεται με τη μέθοδο vacuum infusion ένα απλούστερο αντικείμενο, ένα καπό αυτοκινήτου και μπορείτε να δείτε τη διαδικασία στο βίντεο. Κατά τον ίδιο τρόπο, κατασκευάζεται κι ένα σκάφος.
Προσοχή θα πρέπει να δοθεί στο αν το σκάφος είναι φτιαγμένο με τη μέθοδο vacuum infusion ή vacuum. Ενδεδειγμένη είναι η μέθοδος vacuum infusion όπου πρώτα βάζουμε τα υαλοφάσματα στο καλούπι και κατόπιν εκχύνουμε τη ρητίνη.
Η πρώτη ενέργεια για την κατασκευή του καπό είναι στην τοποθέτηση 2 έως 3 στρωμάτων αποκολλητικού στην επιφάνεια του καλουπιού (mold release) εάν ακολουθήσουν και άλλες κατασκευές θα πρέπει να τοποθετηθεί και επιπλέον αποκολλητικό για να αποφύγουμε πιθανό κόλλημα του αντικειμένου (εδώ χρησιμοποιείται το Airtech Release All 50).

Μετά απλώνεται το Gel Coat σε πάχος 1mm περίπου.
Στη συνέχεια τοποθετούνται φύλλα fiber glass ή Carbon σε αριθμό ανάλογο με το επιθυμητό πάχος του προϊόντος. Τα διαδοχικά φύλλα συγκρατούνται μεταξύ τους και στο καλούπι με τη χρήση του ειδικού κολλητικού spray (Airtech 2). Τα επιπλέον υφάσματα που προεξέχουν κόβονται και απομακρύνονται αφήνοντας ένα καθαρό εσωτερικό μέρος.
Ένας άλλος τρόπος για να στηριχθεί το ύφασμα είναι με τη χρήση της ειδικής κολλητικής ταινίας Tac Strip.
Τώρα τοποθετούμε μια σφραγιστική ταινία περιμετρικά, ώστε κολλώντας το vacuum bag επάνω της να απομονώσουμε το εσωτερικό του καλουπιού, από την εξωτερική ατμοσφαιρική πίεση. Στην περίπτωση μας χρησιμοποιούμε την ΑΤ-200 Υ που είναι μια από τις πιο οικονομικές σφραγιστικές ταινίες.

Μετά τοποθετούμε μια ταινία διπλής όψεως όπως το (Airhold 10 CBS) περιμετρικά στο καλούπι ακριβώς εσωτερικά από τη σφραγιστική ταινία. Αυτό μας δίνει τη δυνατότητα να ασφαλίσουμε στα επόμενα στάδια το σπιράλ του πολυαιθυλενίου που χρησιμεύει για το περιφερειακό σύστημα υποπιέσεως.
Στη συνέχεια τοποθετείται ο σωλήνας spiral, επάνω στην ταινία διπλής όψεως ακριβώς εσωτερικά από τη σφραγιστική ταινία.

Το Peel Ply είναι το επόμενο υλικό που τοποθετείται κατευθείαν επάνω στο ύφασμα. Μπορούμε να χρησιμοποιήσουμε δύο διαφορετικούς τύπους το Bleeder-Lease B σε πρασινωπό χρώμα και το Stitch Ply A το οποίο είναι χρώματος λευκού με κόκκινες γραμμές. Αυτό γίνεται με σκοπό να επιδειχθεί ότι ένα peel ply με αποκολλητική κάλυψη (στην περίπτωση μας το Bleederlease B) είναι πολύ ευκολότερα να αποκολληθεί εν σχέση με ένα pleel ply χωρίς αποκολλητική επίστρωση.

Εν τούτοις υπάρχει και ο αντίλογος.
Ένα μη καλυμμένο με αποκολλητική επίστρωση peel ply παρέχει καλύτερη επιφάνεια για δευτερογενή κόλληση. Κολλητικό spray χρησιμοποιείται για να σταθεροποιήσει το peel ply και να εμποδίσει πιθανή μετατόπισή του.

Στη συνέχεια κόβονται λωρίδες από το peel ply και τοποθετούνται γύρω από το spiral και χρησιμεύουν για τη στεγανοποίηση του χώρου υποπιέσεως (vacuum) μεταξύ του υπό κατασκευή αντικειμένου και του αγωγού υποπιέσεως. Αυτά προσαρμόζονται και κρατιόνται στη θέση τους με κολλητικό spray (Airtech-2). Είναι σημαντικό να τοποθετηθούν οι λωρίδες του το peel ply με προσοχή ώστε να μην μπλέκονται και εμποδίζουν την τοποθέτηση της μεμβράνης (vacuum bag) πάνω στη σφραγιστική ταινία. Έτσι αποφεύγεται ο κίνδυνος εισροής ατμοσφαιρικής πιέσεως στο σύστημα.
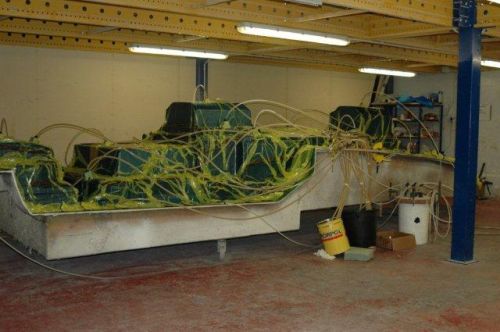
Μετά ακολουθεί η τοποθέτηση του συστήματος κυκλοφορίας και διανομής της ρητίνης. Εδώ χρησιμοποιούμε Airtech Greenflow 75 (πράσινο σκληρό δικτυωτό πλέγμα). Αυτό το σύστημα συγκρατείται με το κολλητικό spray και κόβεται ακριβώς εσωτερικά από το spiral. Το σύστημα ροής της ρητίνης είναι απαραίτητο για τη διανομή της στην επιφάνεια του υπό κατασκευή αντικειμένου.
Στη συνέχεια, κόβουμε τις σιλικονούχες σωλήνες Ω παροχής ρητίνης (ΟMEGA FLOW of 625V) στο απαιτούμενο μέγεθος και τις τοποθετούμε επάνω στην επιφάνεια διανομής της ρητίνης. Αυτό το προϊόν είναι επαναχρησιμοποιήσιμο. Οι σωλήνες διανομής συγκρατούνται στη θέση τους με το flash break 1 (HT).
Τώρα είμαστε έτοιμοι για να τοποθετήσουμε τη μεμβράνη υποπιέσεως (vacuum bag). Κανονικά η μεμβράνη θα πρέπει να είναι μεγαλύτερη κατά 30% έως 40% από την επιφάνεια του υπό κατασκευή αντικειμένου, εξαρτώμενη από την πολυπλοκότητα του σχήματος (του αντικειμένου). Εδώ χρησιμοποιείται η Airtech Ipplon KM-1300 σφραγιστική μεμβράνη υποπιέσεως (vacuum bagging film).
Η εν λόγω μεμβράνη απλώνεται και προσκολλάται στη σφραγιστική ταινία σε συγκεκριμένα μέρη. Για να επιτευχθεί η στεγανοποίηση σφραγίζονται και οι πτυχές που έχουν δημιουργηθεί, με σφραγιστική ταινία. Είναι μια διαδικασία που απαιτεί εξειδίκευση καθώς η ταινία προσκολλάται στις πτυχές της μεμβράνης αφού προηγουμένως αφαιρείται το προστατευτικό χαρτί (όπως φαίνεται στο video).
Τώρα εισάγουμε ένα σύνδεσμο πολυαιθυλενίου μέσα στο σπειροειδές περιτύλιγμα στο οποίο και στη συνέχεια τοποθετούμε έναν εξωτερικό σωλήνα πολυαιθυλενίου. Αυτό το κάνουμε για να δημιουργήσουμε μια πηγή vacuum.
Ο εξωτερικός σωλήνας στη συνέχεια τοποθετείται μέσα στο vacuum reservoir (RB-451) και αυτό για να εξασφαλιστεί άριστη υποπίεση και χώρος για κάθε πλεονάζουσα ρητίνη η οποία μπορεί να κυκλοφορήσει μέσα στο σωλήνα spiral.
Άλλοι σωλήνες (γραμμές παροχής) τοποθετούνται μέσα στις γραμμές ροής Ω (omega flow) και σφραγίζονται κάτω από τη Vacuum Bag. Στην περίπτωση μας έχουμε τρεις γραμμές παροχής.
Πριν από την έναρξη της διαδικασίας infusion ασφαλίζονται με σφικτήρες όλοι οι σωλήνες εισαγωγής ρητίνης.
Στη συνέχεια εφαρμόζεται το Vacuum (άντληση αέρα). Μπορείτε να διακρίνετε την υποπίεση να έλκει τη μεμβράνη (vacuum bag) επάνω στο υποπίεση καλούπι. Αφού ολοκληρωθεί μετά χρειάζεται έλεγχος για πιθανές διαρροές. Ο έλεγχος γίνεται με την απομόνωση της γραμμής που δημιουργεί υποπίεση για λίγο ώστε να σιγουρευτούμε ότι δεν υπάρχει απώλεια υποπίεσης. Οι αγωγοί της ρητίνης θα πρέπει να τοποθετούνται ώστε το αντικείμενο να ποτίζεται βαθμιαία χωρίς να μένουν κάποιες στεγανές περιοχές.
Αφού όλα είναι έτοιμα αναμειγνύουμε τη ρητίνη με τον απαιτούμενο καταλύτη και εισάγουμε τους σωλήνες εισαγωγής ρητίνης μέσα στο δοχείο με το μείγμα. Αμέσως μετά απελευθερώνουμε πρώτα τον ένα σωλήνα από το σφικτήρα και ξεκίνησε η διοχέτευση της ρητίνης στο καλούπι.
Όταν η ρητίνη από τον ένα αγωγό προσεγγίσει τις διόδους των υπολοίπων κλειστών αγωγών , τότε σφραγίζουμε αυτόν τον αγωγό και ανοίγουμε τους υπολοίπους 2 και 3.

Καθώς η ρητίνη προσεγγίζει και καλύπτει και το τελευταίο μέρος του αντικειμένου απομονώνεται και η τελευταία γραμμή παροχής Νο 3 με το σφικτήρα και το αντικείμενο αφήνεται να πολυμεριστεί πλήρως υπό αρνητική πίεση.
Μετά τον πλήρη πολυμερισμό του τα υλικά vacuum απομακρύνονται.
Επειδή οι OF625V γραμμές παροχής είναι επαναχρησιμοποιήσιμες μπορούν αμέσως να χρησιμοποιηθούν για ένα νέο κύκλο παραγωγής. Διατίθενται γραμμές παροχής για υψηλές θερμοκρασίες και για χαμηλές, για διαφορετικές εφαρμογές.
Παρατηρήστε ότι όταν το peel ply απομακρύνεται το release bleederlease B, στα αριστερά, ξεφλουδίζεται πολύ εύκολα.
Τέλος, το αντικείμενο ξεκαλουπώνεται από το καλούπι και εμφανίζεται το επιθυμητό αποτέλεσμα.
Ευχαριστούμε την εταιρία Α. Ανδρέου για την πολύτιμη συμβολή της και τις τεχνικές πληροφορίες που μας έδωσε για τη συγγραφή αυτού του άρθρου.
Για περισσότερες πληροφορίες:
Α. Ανδρέου Ναυτιλιακά Είδη,
Πειραιώς 49, Μοσχάτο 18346,
Τηλ. 210 48.28.452 φαξ 210 4810925
e mail: [email protected]
Ευχαριστούμε επίσης την εταιρία Boat Center για το φωτογραφικό υλικό που μας παραχώρησε.
Boat Center,
Σοφ. Βενιζέλου 59-63, Λυκόβρυση 141 23,
τηλ. 210 2849507, 210 2849820, φαξ 210 2849507
e mail: [email protected]